Service · Post Weld Heat Treatment
Relieving stress so welds last.
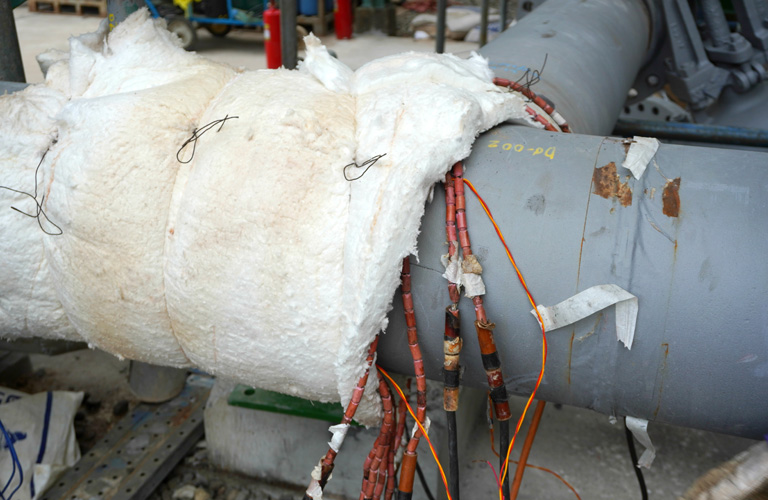
Post-weld heat treatment (PWHT) reduces or redistributes the residual stresses introduced by welding, using a controlled cycle of heating, soaking and cooling the weld and surrounding base metal. Done correctly, it restores ductility, lowers hardness in the heat-affected zone and helps prevent cracking in service.
We perform PWHT as a normal part of fabrication wherever the governing code or material requires it — closely tied to ASME piping and Section IX welding requirements — with calibrated equipment and documented temperature charts for every cycle.
Request a Quote